A wire harness with 400 crimped terminals leaves the production line every 90 seconds. Destructive pull-force testing samples one terminal per thousand — and the 999 terminals between samples are accepted on statistical faith. Crimp force monitoring (CFM) closes that 999-terminal gap by measuring every crimp in real time, but it judges the process, not the product. The two methods answer different questions, and a quality system that confuses them will either miss bad crimps or scrap good product. This article explains what each method measures, what it cannot measure, and how to use both in a layered quality strategy.
What Crimp Force Monitoring Measures — and What It Does Not
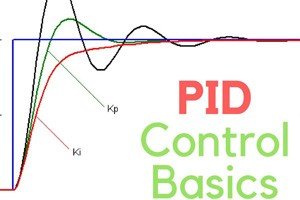
CFM uses a force sensor — piezoelectric or strain gauge — mounted in the crimping press tooling to capture the force-vs-time (or force-vs-displacement) curve for every crimp cycle. The system compares each curve to a golden reference envelope established during process validation. A curve that falls outside the envelope — peak force too low, peak force too high, or curve shape deviation mid-cycle — triggers a reject. CFM answers one question: did the crimping process run within its validated window? It does not answer: is the crimp mechanically strong? A crimp made with the correct force on a terminal where the wire strands were not fully inserted can produce an in-tolerance force curve — the terminal barrel closes on fewer strands, the force builds normally, and CFM accepts it. The crimp will fail a pull test.
What Pull-Force Testing Measures — and What It Does Not
Pull-force testing (also called tensile testing or crimp pull testing) grips the crimped terminal and the wire in opposing jaws and pulls them apart at a constant speed — typically 25–100 mm/min per IPC/WHMA-A-620 and UL 486A standards. The test records the peak force at which the terminal separates from the wire or the wire strands fracture. This is a direct measurement of mechanical joint strength. It answers: does this specific crimp meet the minimum pull-force requirement for its wire gauge? It does not answer: will the next 999 crimps also meet it? Pull-force testing is destructive — the tested sample is destroyed — so it can only be applied to a statistical sample. At a sampling rate of one per 1,000, a process shift that produces 5% weak crimps will go undetected until 50 bad parts are already produced, statistically speaking.
Detection Capability: The 1,000-Crimp Thought Experiment
Consider a production run of 1,000 crimps where every 10th crimp has undersized strands (AWG 22 instead of AWG 20) due to a wire reel change error:
- CFM response: The undersized-strand crimps produce a force curve where peak force is reached later in the stroke and at a lower value — the terminal barrel closes farther before encountering full strand resistance. A well-tuned CFM system with curve-shape analysis detects 9 of 10 defective crimps. The 10th may fall within tolerance if the terminal barrel variations mask the strand deficiency — a false negative rate of roughly 10% for this failure mode.
- Pull-test response: With 1:1,000 sampling, the probability of the single tested crimp being one of the 100 defective ones is exactly 10%. In 90% of production runs with this defect, the pull test passes, the batch ships, and 100 bad crimps reach the customer. If sampling is increased to 1:100, detection probability rises to roughly 63% — better, but still leaving 37% of bad batches undetected.
This example illustrates the fundamental asymmetry: CFM is a process monitor with a false-negative rate determined by the algorithm's sensitivity and the specific failure mode. Pull-force testing is a product verifier with a detection rate determined by sampling statistics and defect prevalence. Neither is sufficient alone when the consequence of a field failure is high — automotive airbag harnesses, aerospace wiring, and medical device cables use both in combination.
Integrated Quality Strategy: CFM Screens, Pull Test Validates
The most effective wire harness quality systems deploy CFM as the primary in-process screen and pull-force testing as the periodic validation that the CFM system itself is correctly calibrated and the golden reference curve remains valid. This is analogous to the relationship between SPC (statistical process control) and lot sampling: SPC monitors the process continuously and flags deviation; lot sampling validates the output of the SPC system by independent measurement.
Key integration points:
- CFM golden reference creation
- Pull-force data from the process validation batch establishes that crimps within the CFM envelope actually meet mechanical strength requirements. The CFM envelope is validated by destructive testing; it is not defined by theoretical calculations.
- Periodic CFM recalibration trigger
- When pull-force testing detects a declining trend (three consecutive samples approaching the lower spec limit, even if all pass), recalibrate the CFM reference envelope before the process reaches the reject threshold.
- New tooling qualification
- Every new crimping die set is qualified by pull-force testing across the full wire-gauge range before CFM reference curves are captured. This closes the loop: the pull test certifies the tooling; CFM certifies each cycle the tooling produces.
Force Measurement Hardware Considerations
In-process CFM and post-process pull testing place different demands on force measurement hardware. CFM requires high bandwidth — 5–50 kHz — because the force curve signature inside a 5 ms crimp cycle contains quality information that a slow sensor smooths away. Piezoelectric sensors dominate in this role. Pull-force testing requires accuracy and traceability, not bandwidth — a ScanSense LS-3410-SP shear pin load cell with 4–20 mA output provides the stable, calibratable force measurement needed for destructive testing where the force ramps over seconds, not milliseconds. The pull tester's load cell must be calibrated to a national standard (ASTM E4 or ISO 7500-1 Class 1) because the pass/fail decision on a production batch may be disputed, and the measurement must be legally defensible. CFM sensors require correlation to the pull tester, not primary traceability — they are process monitors, not quality referees.
Crimp force monitoring and pull-force testing are not competitors — they are complementary layers in a defense-in-depth quality system. CFM watches every crimp and flags process excursions as they happen. Pull-force testing validates the CFM system periodically with a direct, destructive measurement that leaves no room for algorithmic interpretation. Using one without the other is like checking either the temperature gauge or the dipstick on an engine — each catches failures the other misses. For force measurement sensors, browse our sensors and instrumentation catalog. For test and measurement equipment including pull testers, see our test and measurement solutions.