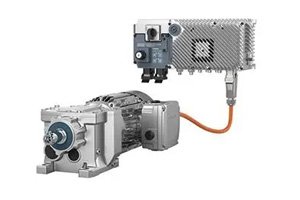
This article compares two cooling strategies for distributed drives on horizontal conveyor lines: natural convection — where a finned cast-aluminum housing dissipates heat without any moving parts — versus forced-air fan cooling, which packs higher power into the same IP-rated enclosure at the cost of a wear component. Both strategies appear inside the same product family. The SINAMICS G115D series, for example, ships in three frame sizes: the FSA frame from 0.37 to 1.5 kW cools by natural convection alone, while the FSB and FSC frames from 2.2 kW to 7.5 kW integrate a variable-speed fan. The question is not which strategy is better — it is which one matches your conveyor''s power level, ambient conditions, and maintenance tolerance.
How heat leaves a distributed drive — the two paths
The IGBTs inside a variable-frequency drive generate switching and conduction losses proportional to output current. At 4 kHz switching frequency and rated load, a modern drive dissipates roughly 2–3% of its rated output power as internal heat. For a 0.75 kW drive driving a conveyor section at full load, that means about 15–22 W of heat must leave the enclosure continuously. For a 7.5 kW drive, it is 150–225 W — an order of magnitude more. The question is how that heat gets from the IGBT junction to the outside air.
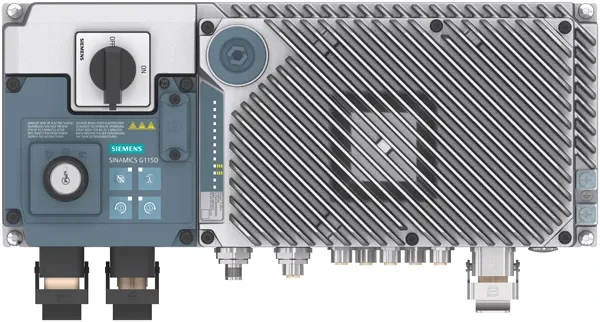
In a natural convection drive — like the SINAMICS G115D 0.37 kW FSA-frame converter — the IGBT module is thermally bonded to the aluminum housing through a direct-bonded copper substrate and thermal interface material. The housing itself is the heatsink. Vertical fins on the rear and sides of the cast-aluminum body increase surface area in contact with ambient air. As the housing warms, air near the fin surfaces rises, drawing cooler air up from below. No fan. No filter. No bearing. The thermal design must keep the IGBT junction below 150 °C — and typically targets a 125 °C continuous operating ceiling — using only the chimney effect and the thermal capacity of the aluminum body.
In a fan-cooled drive — like the SINAMICS G115D 7.5 kW FSC-frame converter — the heatsink fins are oriented for horizontal airflow, and a temperature-controlled fan pulls air across them. The fan speed varies with heatsink temperature: at light load the fan idles or stops; as the drive approaches its continuous rating, the fan ramps to full speed. The cooling capacity is dominated by forced convection rather than natural buoyancy, which means the same junction temperature can be maintained at three to five times the power dissipation of a natural-convection design in the same physical volume. The trade-off is that the fan itself is a mechanical component with a finite bearing life — typically 40,000 to 60,000 hours L10 at 40 °C, or roughly five to seven years of continuous conveyor duty.
The natural convection power ceiling
How much power can you push through a fanless drive before the junction temperature crosses the thermal limit? The answer depends on four variables:
- Ambient temperature
- The driving temperature gradient. Natural convection heat transfer is proportional to the temperature difference between the housing surface and the ambient air. At 25 °C ambient, the drive can dissipate its rated losses with margin. At 45 °C — a realistic summer temperature inside an unventilated logistics mezzanine — the gradient shrinks and the drive must derate by roughly 2.5–3% per degree above 40 °C.
- Mounting clearance
- Natural convection needs vertical clearance above and below the drive for the chimney effect to work. The G115D installation manual specifies a minimum 100 mm clearance above and below the FSA frame. Mount the drive tight against a conveyor cross-member directly above it, and the natural airflow stalls — junction temperature climbs 8–12 °C for the same load.
- Altitude
- Air density drops roughly 1% per 100 meters above sea level. At 2000 meters, a natural-convection drive has lost roughly 10% of its cooling capacity because fewer air molecules carry heat away per unit time. The G115D derates output current by 1% per 100 meters above 1000 m for all frame sizes.
- Switching frequency
- Conveyor drives typically run at 4 kHz to balance motor acoustic noise against switching losses. Raising the carrier frequency to 8 kHz or 12 kHz for audible noise reduction increases IGBT switching losses by 30–60%, directly raising the required heat dissipation. A fanless drive that runs comfortably at 4 kHz may hit thermal limit at 8 kHz on the same load.
In practice, a fanless FSA-frame G115D at sea level, 35 °C ambient, 4 kHz carrier, with proper mounting clearance, handles continuous conveyor duty up to its nameplate 1.5 kW rating. Push any of the four variables beyond the design window — a 45 °C mezzanine, 2000-meter altitude, or tight mounting — and the continuous rating drops to roughly 1.1–1.2 kW. For a conveyor section that needs more, the fan-cooled FSB or FSC frame is the next step.
When the fan pays for itself
The fan-cooled FSB and FSC frames of the G115D extend the power range to 7.5 kW in the same wall-mounted form factor — but they also introduce considerations that do not exist in the fanless FSA design.
Continuous rated torque without derating. A fan-cooled drive can sustain rated output current at 50 °C ambient without derating, compared to 40 °C for the natural-convection design. In a steel-framed logistics building where summer ambient at the conveyor level routinely hits 42–45 °C, that 10-degree margin is the difference between running at full speed and throttling the line rate during the hottest shifts.
The fan bearing is a scheduled-maintenance item. The G115D fan assembly is field-replaceable without removing the drive from the conveyor frame — but someone has to schedule the replacement. At 40,000 hours L10, roughly 10% of fans will fail by the 40,000-hour mark. A distribution center running three shifts accumulates 8,760 hours per year; the fan reaches its L10 life in about 4.5 years. For a conveyor line with 20 fan-cooled drives, the maintenance team should budget one or two fan replacements per year after year four, not because every fan fails simultaneously, but because the statistical distribution says a few will. The fanless FSA drive has no equivalent wear item — its thermal system degrades only if the housing fins are caked with conductive dust thick enough to act as insulation.
Fan noise is negligible at conveyor-line level. A common concern is that adding a fan to each distributed drive multiplies noise across the conveyor line. In practice, the variable-speed fan on the G115D FSB/FSC frames operates at a sound pressure level of roughly 35–42 dBA at 1 meter — quieter than the geared motor it controls and well below the 70–85 dBA ambient of a running conveyor system. Noise is not a decision factor between fanless and fan-cooled for conveyor applications.
Continuous conveyor duty: what the thermal math demands
Conveyor duty is thermally punishing in a way that pump and fan loads are not. A centrifugal pump or HVAC fan follows a quadratic torque-speed curve — the current, and therefore the drive losses, drop sharply as speed decreases. A horizontal conveyor, by contrast, demands near-constant torque regardless of speed: the friction and load remain whether the belt moves at 0.2 m/s or 2.0 m/s. The drive output current, and thus the IGBT losses, stay relatively flat across the operating speed range. There is no "light-load cooldown" at lower speeds.
This matters for cooling strategy selection because a natural-convection drive has thermal inertia — its aluminum housing takes 15–30 minutes to reach thermal equilibrium after a cold start. On an intermittently started conveyor (a reject spur that runs 10 minutes per hour), the housing never reaches steady-state temperature, and a fanless drive can handle peak power above its continuous rating by riding the thermal time constant. On a main trunk conveyor that starts Monday morning and stops Saturday night for maintenance, the drive reaches thermal equilibrium within the first hour and stays there for six days. There is no thermal recovery period to exploit. The drive''s continuous rating is its only rating.
| Conveyor Duty Type | Thermal Profile | Cooling Strategy |
|---|---|---|
| Intermittent spur (≤30% duty, ≤20 min run) | Housing never reaches equilibrium — peak power limited by thermal capacity, not steady-state dissipation | Natural convection works up to 150% of its continuous rating |
| Semi-continuous (50–70% duty, 30–60 min runs) | Housing reaches 80–90% of steady-state temperature — partial benefit from thermal inertia | Natural convection at nameplate rating; fan-cooled for any overload |
| Continuous trunk (90–100% duty, 8+ hour runs) | Full thermal equilibrium — continuous rating is the hard limit, no recovery time between cycles | Fan-cooled strongly preferred above 1.5 kW; natural convection below 1.5 kW at ≤35 °C ambient |
How do I know if my conveyor section can use a fanless drive?
Start with the mechanical power. A typical horizontal accumulating conveyor section — a 1.5-meter-wide belt moving 20 kg packages at 1 m/s — draws roughly 0.25–0.55 kW at the motor shaft, depending on accumulation depth and belt friction. A decline section carrying bulk material may draw less; an incline carrying loaded totes can draw 1.0–2.5 kW on a single section. If the shaft power is below 1.1 kW and the ambient temperature does not regularly exceed 40 °C, a fanless drive like the FSA-frame G115D will handle the continuous duty with margin. If shaft power is above 1.5 kW, or if the conveyor runs in an environment that exceeds 40 °C for more than 200 hours per year, the fan-cooled FSB or FSC frame is the safer choice — not because the fanless drive cannot be sized up (it cannot, the FSA frame stops at 1.5 kW) but because there is no headroom for overload or temperature excursions.
What happens if I mount a fanless drive with insufficient clearance?
The chimney stalls. Natural convection depends on an uninterrupted vertical air path: cool air enters from below, absorbs heat from the fins, rises, and exits above. If a structural beam, cable tray, or adjacent drive blocks the airflow path above the housing, the heated air recirculates back across the fins instead of escaping. The result is a junction temperature rise of 8–15 °C for the same power dissipation — directly eating into the thermal margin between the design operating point and the 150 °C IGBT limit. Over months of continuous duty, the elevated junction temperature accelerates IGBT bond-wire fatigue. The failure mode is not immediate; it is a service life shortened from a design target of 15–20 years to something closer to 6–10. The fix is simple: 100 mm clearance top and bottom, verified during installation and re-checked whenever equipment is added near the drive.
Does a fan-cooled drive still work if the fan fails?
Yes — temporarily. The G115D FSB and FSC frames monitor heatsink temperature through an embedded NTC thermistor. If the fan fails and the heatsink temperature rises above a preset threshold (typically 95–100 °C), the drive issues an alarm via PROFINET or its digital output, but continues operating at reduced output current — essentially derating itself to natural-convection levels. If the heatsink continues heating past the critical threshold (approximately 110–115 °C), the drive trips on overtemperature and coasts the motor to a stop. The grace period between fan failure and forced shutdown depends on the load: at 50% rated current, the drive may run indefinitely without the fan; at 100% rated current, the shutdown arrives in 10–20 minutes. For a critical trunk conveyor, fan health should be monitored through the drive''s alarm channel — not discovered when the line stops.
The cooling decision in one table
| Factor | Choose Natural Convection (Fanless) | Choose Fan-Cooled |
|---|---|---|
| Motor shaft power | ≤1.5 kW (single motor) | >1.5 kW — fanless frame sizes stop here |
| Ambient temperature | ≤40 °C for ≥95% of annual operating hours | 40–55 °C — fan-cooled maintains full rating to 50 °C |
| Duty cycle | Intermittent or semi-continuous — thermal inertia provides peak-power headroom | Continuous 24/7 — no thermal recovery period; nameplate rating is the only rating |
| Altitude | ≤1000 m — no derating required | 1000–4000 m — both types derate, but fan-cooled starts from a higher baseline |
| Dust / airborne debris | Heavy dust, textile fibers, cardboard lint — no filter to clog, fin spacing tolerates buildup | Clean to moderate dust — fan intake requires periodic inspection; clogged intake reduces airflow silently |
| Maintenance philosophy | Zero-scheduled-maintenance targets — no bearing to replace, no filter to clean | Planned maintenance program exists — fan replacement every 4–6 years is budgeted and scheduled |
| Acoustic sensitivity | True silence required — laboratory conveyors, hospital material handling | Any industrial environment — drive fan noise is below ambient conveyor noise floor |
Beyond the G115D: other drive form factors
Not every distributed drive in your conveyor system has to be a wall-mounted converter. Several products in the catalog address adjacent needs:
- SINAMICS G120X 2.2 kW wall-mounted converter — designed for pump and fan loads but applicable to conveyors when basic I/O configuration and onboard web server commissioning are priorities over full PROFINET integration
- Emerson PACMotion VFD — a modular variable-frequency drive with PROFINET connectivity, suited for multi-axis conveyor sections where synchronized motion between drive nodes is required
- Fuji FRENIC-Ace high-performance AC drive — sensorless vector control with an autotuning routine that extracts full torque from the motor at speeds as low as 0.5 Hz, useful for incline conveyors that must hold a stationary load without a mechanical brake